Japanese Site
Japanese Site
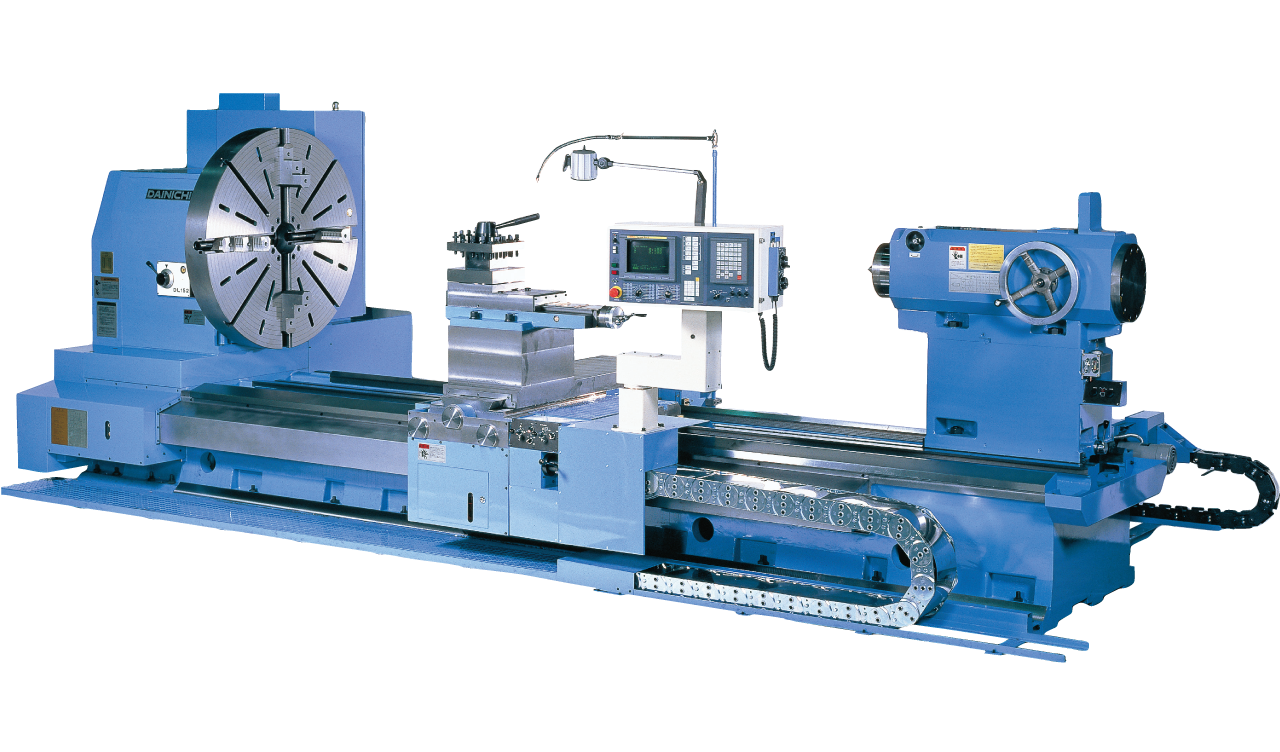
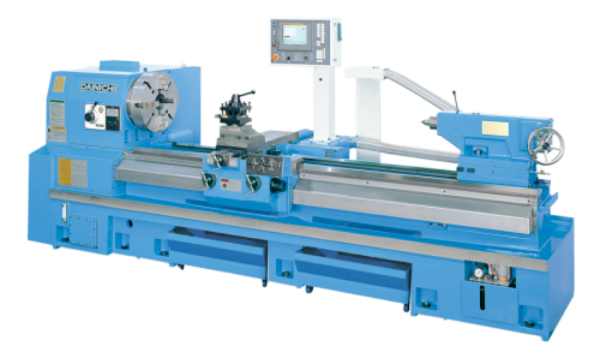
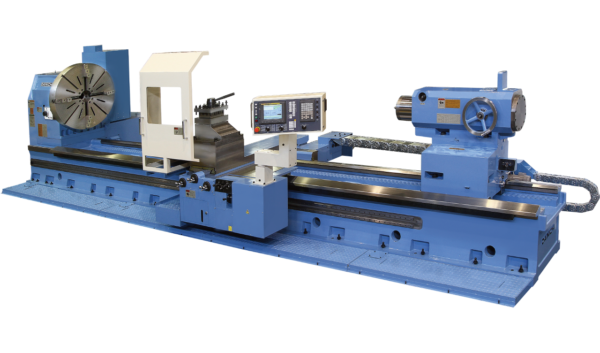
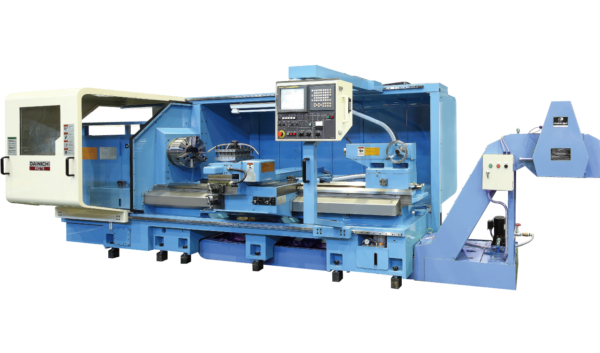
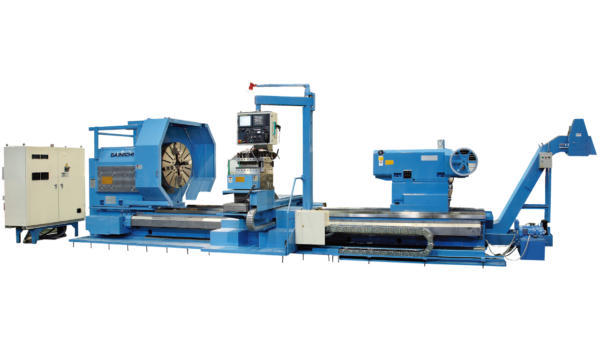
Large diameter machining and stable cutting capacity, delivering outstanding cost performance!
●Bed
- Special care has been given to distortion and deformation to create a completely symmetrical shape in both the horizontal and vertical directions. Effective ribcontours and positioning has been added in the direction of torsion, inhibiting vibration when cutting.
- Features a wide bed width at 1,010 mm and a deep sliding surface across its entire length with a level degree of hardening (quenched hardness of Hs67–74).
●Headstock
- This unique structure design is capable of withstanding heavy cutting. Advanced mechanical engineering has gone into the development of the outer frame, internal partition and rib placement, in addition to other areas.
- The main shaft bearing is supported at two (three for the TL) points, allowing for a high degree of precision to be achieved with the double row cylindrical roller bearing and the high speed angular ball bearing set to the front bearing, and the double row cylindrical roller bearing set to rear bearing.
- Spindle speed conversion is handled by an AC (inverter control) motor. A gear system is used to change the range in two stages in order to obtain a sufficient degree of torque at low speeds. (Four groups for TL)
- Constant surface speed control is also possible.
●Carriage
- The saddle has a broad sliding surface in relation to the bed, and the cross slide and cutter holder have been robustly designed to allow for heavy cutting and maintain a stable level of precision.
- Ball screws are used for the X axis feeder, with either ball screws being used for the Z axis feeder, or a precision rack and pinion if the distance between the center points is 7 m or more. A servo motor supplies the driving force.
●Tailstock
- The tailstock and the tailstock spindle provide a sufficient degree of rigidity, and are constructed with the main body secured to the base to allow for cross direction slide adjustments. A thrust meter comes as standard.
- The base is a rigid structure that is fixed to the bed with clamp plates. Further, a locking device is used to prevent retreating from tailstock thrust.
●Lubrication
- Grease lubrication is used for the front bearing on the main shaft of the headstock. (TL uses forced circulating lubrication)
- Forced circulating lubrication is used for the gears of the headstock and other bearings.
- Oil bath lubrication is used for the X axis gear box.
- Grease lubrication is used for X axis ball screws.
- A self-lubricating method is applied for the saddle, the sliding surface of the cross slide, Z axis ball screws, or the Z axis precision rack and pinion.